Jak wybrać odpowiednie narzędzia do wiercenia węglem
Drow Carbide Precision Ltd. wydało przewodnik branżowy: Demystifikacja wyboru narzędzi do wiercenia węglem
20 lutego 2025** - W miarę przyspieszenia procesów produkcyjnych, firma Drow Carbide Precision Ltd. oficjalnie opublikowała "Whitepaper High-Precision Cutting Tool Selection," zapewnienie dogłębnej analizy charakterystyki technicznej narzędzi do wiercenia węglem i strategii wyboru dla przedsiębiorstw obróbczych.
### Analiza techniczna narzędzi do wiercenia węglem
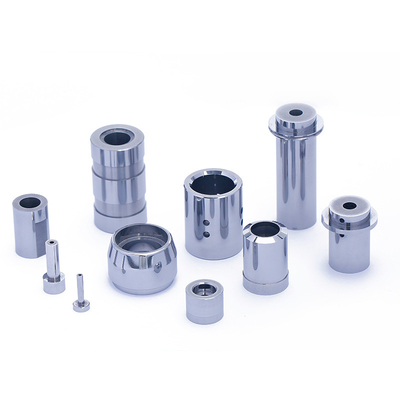
Narzędzia do wiercenia węglem wykonane z materiałów na bazie węglem wolframu wykazują wyjątkowe zalety:
- ** Wyjątkowa odporność na zużycie**: twardość do HRA92-94, 5-8 razy dłuższa żywotność niż narzędzia HSS
- ** Wysoka stabilność termiczna**: Wytrzymuje 800-1000°C w przypadku szybkiego cięcia
- ** Precyzyjna obróbka**: osiąga stopnie tolerancji IT6-IT7 z chropowatością powierzchni Ra0,4-0,8μm
### Metodologia pięciomiernego wyboru
CTO Drow Carbide zaleca rozważenie pięciu kluczowych wymiarów:
1. **Zgodność materiału**
Narzędzia powlekane CVD do żeliwa, nano powlekane PVD do stali nierdzewnej
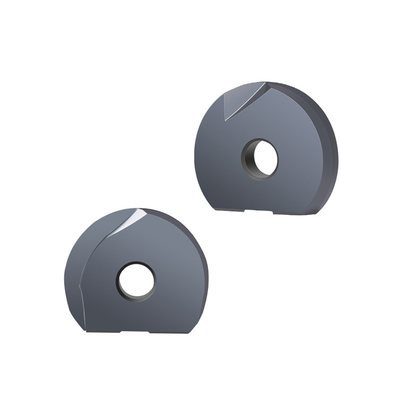
2. **Wybór narzędzi specyficznych dla danej operacji**
- **Rowing twarzy**:
▸ Przystosowany do szczelin olejowych bloku silnika (szerokość 2-8 mm)
▸ Zaleca się wkład TPGX pod kątem 85°
▸ Prędkość cięcia [v_c = 120-180 m/min] dla stopów aluminium
- **Profiling Nudny**:
▸ Złożone obróbki konturowe w przemyśle lotniczym
▸ Stosowanie głowic wielokrotnego wielowymiarowego wiercenia z powtarzalnością ±0,01 mm
▸ Geometria łamacza: [λ = 15°-20°] do obróbki stali
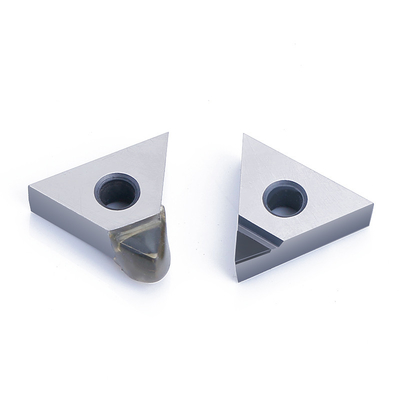
- ** Wnętrzne przędzanie **:
▸ Obróbka metryczna/UN węzłów w zbiornikach hydraulicznych
▸ wkładki typu V o powierzchni 60° z powłoką TiAlN
▸ Prędkość zasilająca [f = pitch razy 0,7] dla nitek metrycznych ISO
- **Wróć nudne**:
▸ Obróbka tylnej strony obudowy turbiny
▸ Cięcia pod kątem odwrotnym o kącie prowadzenia 45°
▸ Wymóg sztywności: [k geq 200N/μm] przy wyciągu 5xD
- **Wnętrzna Nuda**:
▸ Ogólne precyzyjne wykończenie otworów
▸ Modułowe systemy wiercenia o rozdzielczości regulacyjnej 0,001 mm
▸ Stosunek głębokości do średnicy [L/D str. 4] bez wsparcia pomocniczego
3. **Parametry geometryczne**
Wybór kąta szyby γ na podstawie twardości materiału:
[
γ =
Rozpoczęcie {przypadków}
8°-10° & text{Wlewy}
12°-15° & text{Stopu aluminium}
końcowe {przypadki}
]
4. **Systemy posiadaczy narzędzi**
HSK dla zastosowań dużych prędkości (≤18000 obr./min) vs CAPTO dla cięcia ciężkiego
5. **Zdolności dostawców**
Ocena usług wstępnego ustawiania narzędzi, wsparcia na miejscu i odporności na rozwiązania niestandardowe
**O Drow Carbide Precision Ltd.**
Jako krajowe przedsiębiorstwo o wysokiej technologii posiadamy 12 patentów na narzędzia z węglika i obsługujemy niemieckie 5-osiowe klastry szlifowania narzędzi, oferujące szybkie dostosowanie w ciągu 72 godzin.www.drowcn.cn.
* Kontakt z mediami:
Menedżer sprzedaży, pan Chen. WhatsApp/Wechat: +8618975739143 Zalo/Telegram: +8615622340665
Email: csc@drowcn.cn*


 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!